

Оборудование для изготовления пакетных ячеек (pouch cell)















 аккумуляторных ячеек")
Производственная цепочка для пакетных (pouch) аккумуляторных ячеек включает следующие ключевые этапы
- Измельчение электродного материала
Для получения однородного порошка используются шаровые, струйные или планетарные мельницы. Предварительное измельчение обеспечивает необходимую дисперсность активных компонентов. - Гомогенизация, смешивание
Вакуумные смесители применяются для подготовки катодных и анодных суспензий с равномерным распределением активных веществ, связующих и растворителей. - Распределение электродного материала по фольге
Машины для нанесения пасты (coating machines) равномерно распределяют суспензию по токопроводящей подложке (алюминиевой или медной фольге). - Прокатка электродного полотна
Калибровочные прокатные установки обеспечивают нужную плотность и толщину электрода, повышая удельную энергию ячейки. - Сушка электродного полотна, хранение
Сушильные шкафы и эксикаторы удаляют остатки растворителя. Оборудование для хранения поддерживает сухую атмосферу до последующих этапов.
Все вышеперечисленные 5 этапов являются подготовкой материалов и одинаковы для всех типов ячеек. С данным оборудованием можно подробно ознакомиться в разделе Подготовка материалов.
- Нарезка электродного полотна
Установки для нарезки электродного полотна из полученной электродной ленты нарезают/вырубают электроды/сепаратор требуемой формы и размера. Доступны пневматический вариант, не требующий электропитания и полуавтоматическая установка.

Процесс вырубки электродов из электродной ленты
- Укладка электродного и сепараторного полотен
Далее, с помощью установок для укладки электродов и сепаратора, сепаратор помещается между электродами, образуя стопку/рулон, которая затем помещается в корпус.

Вариант укладки электродов аккумуляторной ячейки типа пауч - Z-stacking
- Приварка токоотводов
На этом этапе с использованием ультразвуковой сварки к электродам привариваются токовыводы (лепестки). Это обеспечивает надежное электрическое соединение между электродами и внешними контактами, необходимыми для подключения аккумулятора к внешним устройствам. Доступны как лабораторные, так и промышленные варианты оборудования для ультразвуковой сварки. - Формование корпусов
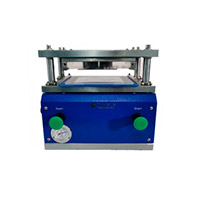
Используя установку формовки корпусов паучей с требуемой пресс-формой из алюминиевой ламинированной фольги получают корпус будущей аккумуляторной ячейки. Доступны пневматический и полуавтоматический варианты. - Укладка намотки в корпус
На этом этапе вручную размещается заранее подготовленная укладка (намотка или Z-слоистая укладка) внутри корпуса pouch-ячейки, который был сформован на предыдущем шаге из алюминиевой ламинированной плёнки. - Прессование
После намотки или Z-укладки электродного пакета необходимо выполнить этап горячего или холодного прессования, который обеспечивает:- выравнивание толщины сердечника до заданных размеров;
- увеличение плотности укладки электродов;
- снижение эластичности и объёмных дефектов внутри сердечника;
- снижение риска короткого замыкания за счёт устранения воздушных зазоров.
- Предварительная запайка
На этапе предварительной запайки pouch-ячейка герметизируется с трёх сторон — импульсным или контактным методом термосварки. Четвёртая сторона (как правило, нижняя) остаётся открытой для последующего заполнения электролитом.
Дальнейшие этапы сборки дисковых аккумуляторов должны выполняться в перчаточном боксе с уровнем содержания кислорода и воды менее 1 ppm. Сухие условия необходимы, так как электролит реагирует с водой, что приводит к его разложению и выделению газа.
При использовании литиевой фольги предыдущие этапы также должны выполняться в перчаточном боксе из-за высокой реакционной способности металла.
- Фасовка жидкого электролита в корпус
Дозаторы с высокой точностью вводят необходимый объем жидкого электролита в собранную ячейку. Также возможно использование полуавтоматической установки, которая совмещает в себе две функции - дозирует электролит и проводит дегазацию. - Дегазация
Функцию дегазации выполняют установки VZY200 и VJZ. Обе эти модели можно использовать при изготовлении как цилиндрических, так pouch ячеек. Также в нашем ассортименте представлена установка 3в1, которая сочетает в себе функцию предварительной запайки, дегазации и финальной запайки при изготовлении pouch ячеек. - Финальная запайка
Финальная запайка корпуса после заливки электролита и дегазации может быть выполнена на установке 3в1, либо на установке для финальной запайки VYF. - Тестирование
Станции начального формирования и заряд-разрядного тестирования, а также климатические камеры и другое оборудование для тестирования позволяют оценить основные электрические характеристики, ёмкость, сопротивление и стабильность.